Gewinde & Senken
Gewindebohrungen
Oft ist es notwendig Bleche miteinander zu verbinden. Eine einfache und häufig angewandte Methode hierfür ist die Schraubverbindung. Um dies zu ermöglichen, nutzen wir das Fertigungsverfahren Gewindeschneiden. Hierbei handelt es sich um ein Bohrverfahren, bei dem ein Schneidwerkzeug (der Gewindebohrer) durch den Vorschub und die Rotation um die eigene Achse Gewindegänge in das Werkstück schneidet.
Es gibt verschiedene Gewindearten für verschiedene Anwendungen.
Das metrische ISO-Gewinde ist ein weltweit standardisiertes Gewinde mit metrischen Abmessungen und einem fest definierten Flankenwinkel von 60°. Je nach Steigung unterscheidet man ein Regelgewinde von einem Feingewinde. Das Regelgewinde findet in den häufigsten Anwendungen Platz, wenn es sich um einfache Schraubverbindungen handelt.
Das Feingewinde erhöht die Tragfähigkeit der Schraubverbindung und lässt sich zudem feiner justieren, was z.B. für Stellschrauben oder im Bereich von Messsystemen von größerer Bedeutung ist. Metrische ISO-Gewinde tragen die Bezeichnung „M“ in Verbindung mit dem Durchmesser z.B. M12.
Die Vorteile auf einen Blick
- Alles aus einer Hand
- Maschinell gefertigte Senkungen und Gewinde
- Keine überstehenden Schraubenköpfe
Bitte beachten Sie, dass Ihre hochgeladenen CAD-Daten keine Gewindebohrungen enthalten dürfen. Die Dateien dürfen nur die benötigten Kernlöcher enthalten.
ACHTUNG! Der Durchmesser der Kernlochbohrung ist immer kleiner als der spätere Innendurchmesser des Gewindes. Die Kernlochgrößen für Ihre Gewindebohrungen entnehmen Sie bitte den untenstehenden Tabellen.
Enthält das hochgeladene Blechteil Kernlochbohrungen für Gewinde nach DIN 13-1 (wie in der untenstehenden Tabelle angegeben) erkennt unser System die Kernlochbohrungen und der Button für die automatische Gewindeerkennung wird aktiviert bzw. leuchtet auf. Mit einem Klick auf den Button werden Ihnen die passenden Gewinde zu den Kernlochdurchmesser vorgeschlagen und Sie können die einzelnen Positionen der Gewindebohrungen definieren.
Nachdem Sie die Gewindebohrungen definiert haben, bekommen Sie diese in der Konfigurationsmaske angezeigt und können Ihre Auswahl mit dem Klick auf Anwenden bestätigen.
Regelgewinde
| Gewinde | Kernloch |
|---|---|
| M2 | 1,6 |
| M3 | 2,5 |
| M4 | 3,3 |
| M5 | 4,2 |
| M6 | 5,0 |
| M8 | 6,8 |
| M10 | 8,5 |
| M12 | 10,2 |
| M16 | 14 |
Feingewinde
| Gewinde | Kernloch |
|---|---|
| M6 x 0,75 | 5,2 |
| M8 x 1 | 7,0 |
| M10 x 1 | 9,0 |
| M12 x 1 | 11,0 |
| M12 x 1,5 | 10,5 |
| M14 x 1 | 13,0 |
| M16 x 1,5 | 14,5 |
| M18 x 1 | 17,0 |
| M20 x 1,5 | 18,5 |
Senken
Senkungen werden in der Metalltechnik verwendet um Schraubenköpfe im Werkstück zu versenken oder Löcher zu entgraten.
Hierbei wird ein mehrschneidiges Werkzeug (der Senker) in eine Bohrmaschine eingespannt und auf die bestehende Bohrung aufgesetzt.
Durch die Vorschubkraft und die Drehbewegung des Senkers wird eine Vertiefung um die Bohrung herum erzeugt.
Beim Senken unterscheidet man in folgenden Unterkategorien:
- Das Senken ermöglicht Normteilen wie Schrauben, Muttern oder Nieten bündig mit der Oberfläche des Werkstücks abzuschließen.
- Das Ansenken einer Bohrung erleichtert das Ansetzen und den Anschnitt des Gewindeschneiders und dient ebenso dazu Schrauben oder Wellen leichter in die Bohrung einzuführen.
- Beim Entgraten wird der Grat am Bohrloch entfernt, um Verletzungen zu verhindern und/oder aus optischen Gründen.
Bitte beachten Sie, dass Ihre hochgeladenen CAD-Daten keine Senkungen enthalten dürfen. Die Dateien dürfen nur die benötigten Kernlöcher enthalten.
Nachdem Sie Ihre CAD-Daten hochgeladen haben können Sie in unserem Konfigurator die gewünschte Anzahl an Senkungen festlegen, damit dieser Posten in Ihrem Angebot berücksichtigt wird. Für die Produktion benötigen wir eine PDF-Datei, in der die Positionen und Spezifikationen der Senkungen bestimmt sind. Diese PDF-Datei können Sie ganz bequem als Anhang in unserem Konfigurator hochladen.
ACHTUNG! Bei Senkungen im Dünnblech z.B. 1,0 – 2,0 mm ist zu beachten, dass die Senkung den Kernlochdurchmesser vergrößern kann und zudem Abdrücke auf der Unterseite entstehen können.
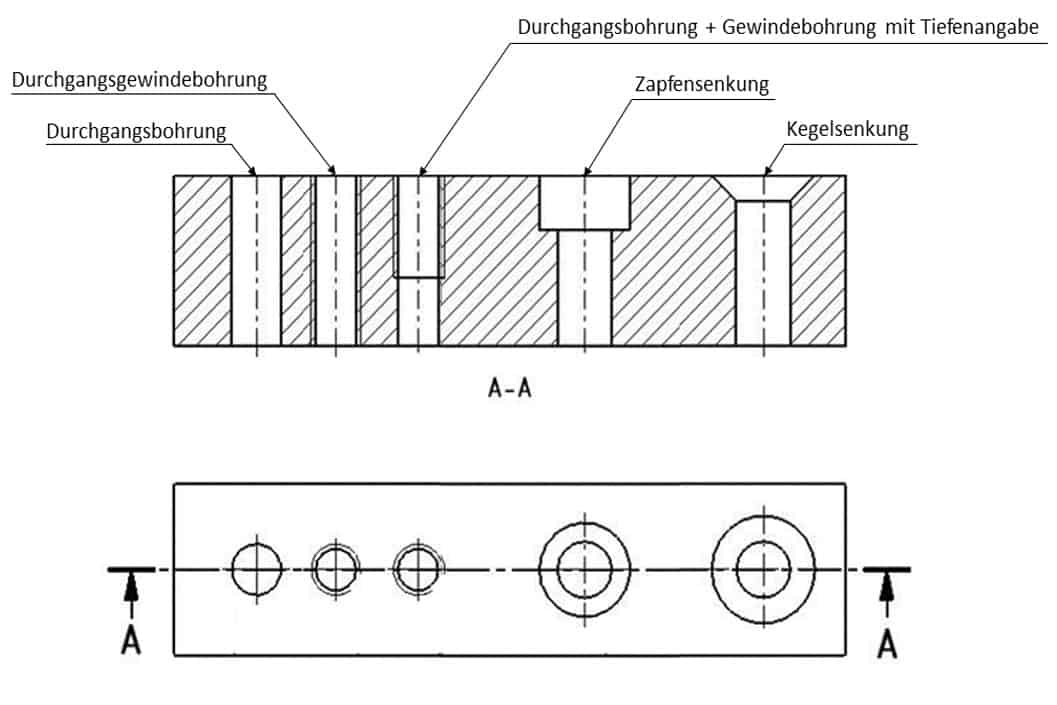
Schnittdarstellung